數控銑床上有許多固定循環指令,只用一個指令,一個程序段,即可完成特定表面的加工。孔加工(包括鉆孔、鏜孔、攻絲或螺旋槽等)是銑床上常見的加工任務,下面介紹FANUC系統中,孔加工的固定循環功能指令。
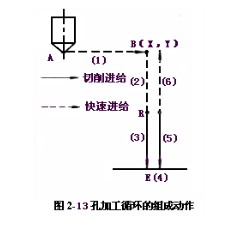
(1) 孔加工循環的組成動作 如圖2-13所示。孔加工循環一般由以下六個動作組成:
1)A -> B 刀具快進至孔位坐標(x,y),即循環初始點B。
2)B -> R 刀具Z向快進至加工表面附近的及點平面。
3)R -> E 加工動作(如:鉆、攻螺紋、鏜等)。
4)E點 孔底動作(如:進給暫停、刀具偏移、主軸準停、主軸反轉等)。
5)E -> R 返回到R點平面。
6)R -> B 返回到初始點B。
以下介紹幾個與孔加工循環相關的平面:
1)初始平面 初始點所在的與Z軸垂直的平面稱為初始平面。初始平面是為安全下刀而規定的一個平面。初始平面到零件表面的距離可以任意設定在一個安全高度上,當使用同一把刀具加工若干孔時,只有孔間存在故障需要跳躍或全部孔加工完了時,才使用G98功能指令使刀具返回到初始平面上的初始點。
2)R點平面 R點平面又叫做安全平面,這個平面是刀具下刀時自快進轉為工進的高度平面,距工件表面的距離主要考慮工件表面尺寸的變化,一般可取2~5mm。使用G99功能指令時,刀具將返回到該安全平面上的R點。
3)孔底平面 加工盲孔時孔底平面就是孔底的Z軸高度,加工通孔時一般刀具還要伸出工件底平面一段距離,主要是保證全部孔深都加工尺寸,鉆削加工時還應考慮鉆頭鉆尖對孔深的影響。
孔加工循環與平面選擇指令(G17、G18或G19)無關,即不管選擇了哪個平面,孔加工都是在XY平面上定位并在Z軸方向上鉆孔。
(2)孔加工循環指令格式 不同的孔加工指令其編程格式不同,要依照說明書規定。共加工循環指令的一般格式如下:
(G90或G91)(G98或G99)G△△X-Y-Z-R-Q-P-F-L-;
說明:
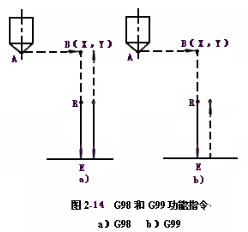
1)G98指令使刀具返回初始點B點,G99指令使刀具返回R點平面,如圖2-14所示。
2)G△△為各種孔加工循環方式指令,見表2-3.
3)X、Y為孔位坐標,可為絕對、增量坐標方式。
4)Z為孔底坐標,增量坐標方式時為孔底相對R點平面的增量值。
5)R為安全平面的Z坐標,增量坐標方式時為R點平面相對B點的增量值。
6)Q 在G73或G83方式中,用來指定每次的加工深度,在G76或G87方式中規定孔底刀具偏移量(增量值)。
7)P用來指定刀具在孔底的暫停時間,以秒為單位,不使用小數點。
8)F指定孔加工切削進給時的進給速度。單位為mm/min,這個指令是模態的,即使取消固定循環在其后的加工中仍然有效。
9)L是孔加工重復的次數,L指定的參數僅在被指令的程序段中才有效,忽略這個參數時就認為是L1.
表2-3 固定循環功能
|
G代碼 |
孔加工動作(-Z方向) |
在孔底的動作 |
刀具返回方式(+Z方向) |
用途 |
|
G73 |
間歇進給 |
間歇進給 |
快速 |
鉆深孔步進循環 |
|
G74 |
切削進給 |
暫停、主軸正轉 |
切削進給 |
功左旋螺紋 |
|
G76 |
切削進給 |
主軸定向停止、刀具 |
快速 |
精鏜孔 |
|
|
|
位移 |
|
|
|
G80 |
-- |
-- |
-- |
取消固定循環 |
|
G81 |
切削進給 |
-- |
快速 |
鉆通孔 |
|
G82 |
切削進給 |
暫停 |
快速 |
鉆盲孔、鍯空 |
|
G83 |
切削進給 |
-- |
快速 |
鉆深孔循環 |
|
G84 |
切削進給 |
暫停、主軸反轉 |
切削進給 |
功右旋螺紋 |
|
G85 |
切削進給 |
-- |
切削進給 |
鏜孔循環 |
|
G86 |
切削進給 |
主軸停止 |
快速 |
鏜孔循環 |
|
G87 |
切削進給 |
主軸停止 |
快速返回 |
反鏜孔循環 |
|
G88 |
切削進給 |
暫停、主軸停止 |
手動操作 |
鏜孔循環 |
|
G89 |
切削進給 |
暫停 |
切削進給 |
鏜孔循環 |
(3)幾種加工方式的圖示說明
1)鉆深孔步進循環(G73)圖2-15所示為深孔鉆削、采用間斷進給,有利于排屑。每次切深為Q,退刀量為d(系統內部設定),末次進刀量≤Q,為剩余量。
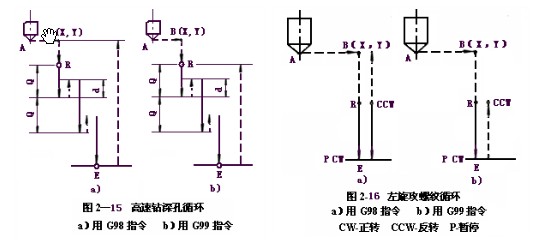
2)左旋功螺紋循環(G74)
如圖2-16所示,主軸下移至R點啟動,反轉切入,至孔底E點后正轉推出。
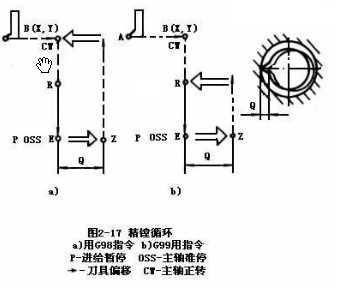
3)精鏜循環(G76) 如圖2-17所示,精鏜至孔底后,有三個孔底動作:進給暫停(P)、主軸定位停止、刀具偏移Q距離(à),然后退刀,這樣可使刀頭不劃傷精鏜表面。
(4)孔加工循環注意事項
1)孔加工循環指令是模態指令,一旦建立,一直有效,直到被新加工方式代替或被撤銷;孔加工數據也是模態值。
2)撤銷孔加工固定循環指令為G80,此外,G00,G01,G02,G03也起撤銷作用。
3)孔加工固定循環指令執行前,必須先用M指令使主軸轉動。
4)孔加工固定循環中,刀具長度補償指令在刀具至R點時生效。
|

 皖公網安備 34112402000282號
皖公網安備 34112402000282號